


Токарная расточка отверстий в Москве
Токарная расточка отверстий позволяет обеспечить высокую точность операции, которой не добиться при использовании других методов. Выполняют ее в тех случаях, когда:
• необходимо исправить положение оси ранее просверленного отверстия;
• требуемый диаметр превышает максимальные размеры сверл или зенкеров;
• на поверхности стенок заготовки присутствуют шероховатости либо зазубрины;
• необходимо выполнить обработку отверстий с непрямолинейными поверхностями и т. д.
Мы предлагаем услуги токарной расточки отверстий в Москве по доступным ценам. Специалисты компании «Пять витков» обладают большим опытом в сфере механической обработки металлов.
Что нужно от вас для запуска работы
Краткая характеристика
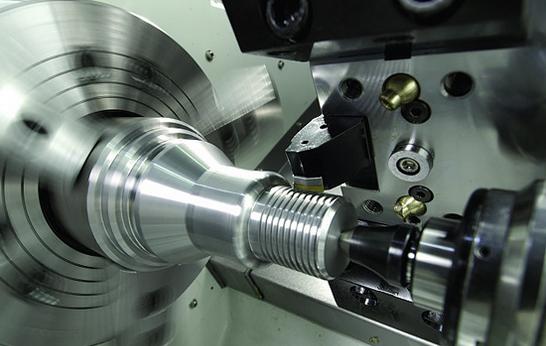
Расточка отверстий может выполняться различными способами. Особенностью выполнения работ на станках токарной группы является придание заготовке вращательного движения (в случае использования для этих целей сверлильного либо расточного оборудования последняя закрепляется неподвижно).
Расточка металла выполняется для получения сквозных либо глухих отверстий. В первом случае резец устанавливается таким образом, чтобы его вылет несколько превышал толщину стенки заготовки. Это обеспечит необходимую жесткость и снизит риск поломки инструмента. При выполнении черновой обработки допускается, чтобы вершина резца располагалась немного ниже центра отверстия, чистовой – не более чем на 1/100 диаметра выше. Подача инструмента может выполняться механическим либо ручным способом. Для достижения необходимой точности обработки после нескольких пробных проходов необходимо выполнить корректировку положения инструмента. Диаметр инструмента выбирается максимально допустимый.
При расточке глухих отверстий примерно за три-четыре миллиметра до достижения необходимой глубины нужно прекратить механическую подачу (в случае ее использования) и перейти на ручную. Для выполнения операций применяются резцы различных типов (подрезные, канавочные). Метка, поставленная на державке инструмента, позволит облегчить контроль глубины реза.
Черновая обработка при растачивании сквозных и глухих отверстий выполняется со скоростью 25 м/мин (быстрорежущий инструмент) либо 50-100 м /мин (твердосплавный) на глубину до 3 мм. Продольная подача – от 0,08 до 2 мм/об. При чистовой обработке скорость составляет соответственно 40-80 либо 150-200 м/мин, глубина реза – до 1 мм, продольная подача – 0,05-0,1 мм/об.
Дополнительную информация о пескоструйных работах нашей фирмы можно узнать у наших менеджеров.